Automatisoidun laserhitsauksen turvallisuudesta

Laserhitsaus on nopeasti yleistyvä työstömenetelmä erityisesti ohuiden metallikappaleiden yhteen liittämiseksi. Tämä johtuu osaltaan laitteistojen hinnan tippumisesta, paremmasta saatavuudesta ja teknologisesta kehityksestä. Menetelmä mahdollistaa erilaisten rakenteiden tuottamisen hyödyntämällä esimerkiksi limittäisliitoksia, joita on muilla hitsausmenetelmillä haastavaa toteuttaa. Laserhitsaukseen liittyy kuitenkin monia turvallisuusseikkoja ja säde itsessään voi aiheuttaa huomattavaa vahinkoa ympäristölleen, mikäli automatisoitua solua ei ole suojattu oikein.
Lasersäteen ominaisuudet
Lasersäde on koherenttia ja monokromaattista valoa, jonka aallonpituus ja vaihe ovat yhtenevät. Tämä johtaa merkittävään intensiteettiin verrattuna tavalliseen valoon, joka sisältää useita aallonpituuksia. (Pekkarinen, i.a.). Laserhitsauksessa hyödynnetyt säteet voivat olla infrapuna-alueella, jolloin ne ovat näkymättömiä ihmissilmälle. Turvallisen käytön ja tarkan kohdistuksen avuksi käytetään usein näkyvää kohdistussädettä (Tammela, 2024). Kuidunvälityksellä toteutettavissa laserjärjestelmissä aallonpituus on tyypillisesti noin 1070 nm.
Laserin koherentin valon ansiosta säde voidaan fokusoida erittäin pieneen pisteeseen linssien avulla. Tämä on huomattavasti vaikeampaa tavallisella valolla, joka sisältää useita aallonpituuksia ja taittuu eri tavoin (Rantanen, i.a.). Lasersäde säilyttää tehonsa pitkilläkin etäisyyksillä, joten se voi aiheuttaa silmävaurioita jopa satojen metrien päässä. Suora tai heijastunut lasersäde voi polttaa silmänpohjan aiheuttaen pysyviä näkövammoja (Silmäasema, i.a.). Lisäksi lasersäde voi aiheuttaa palovammoja iholla sekä sytyttää herkästi palavia materiaaleja.
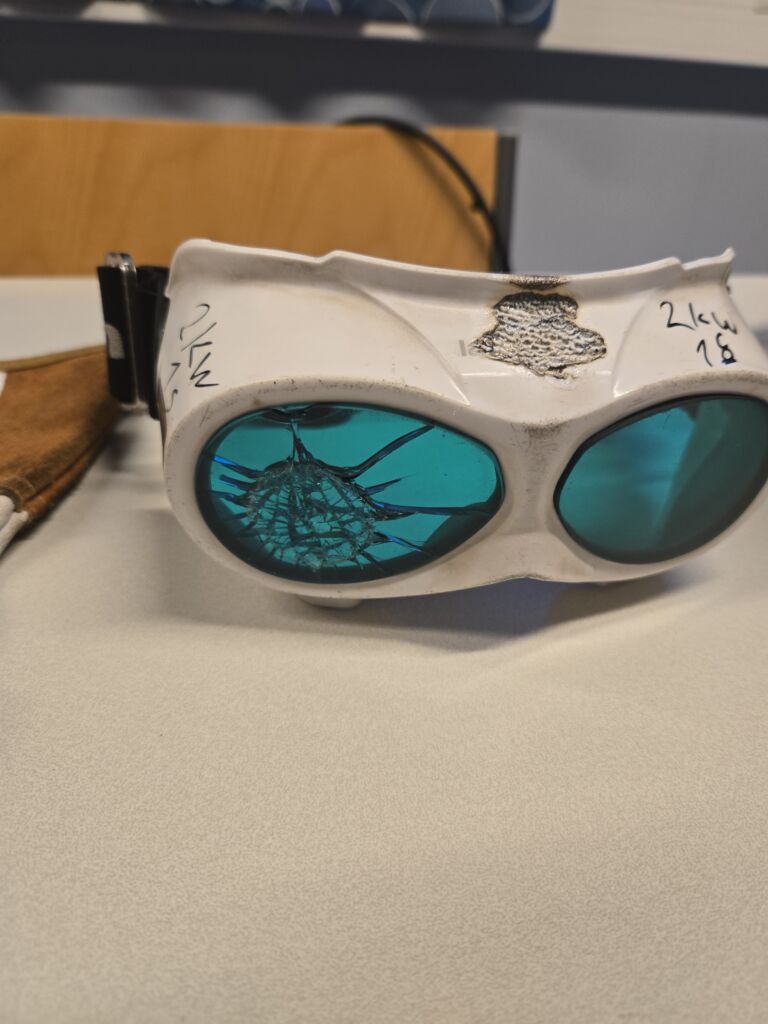
Näiden riskien vuoksi laserhitsauksessa on panostettava suojavarusteisiin, kuten oikeanlaisiin suojalaseihin, sekä turvalliseen työtilasuunnitteluun. Työskentelyalueen käyttäjien on saatava kattava koulutus lasersäteen vaaroista ja suojautumiskeinoista (Tammela, 2024).
Riskienarviointi osana solun käyttöönottoa
Laserhitsauksen turvallisuutta suunnitellessa on olennaista tehdä perusteellinen riskienarviointi. Tätä varten voidaan hyödyntää esimerkiksi METSTAn tuottamia riskienhallinnan työkaluja (METSTA, i.a.). Riskienarvioinnin pohjalta määritellään tarvittavat turvallisuustoimet ja toteutetaan ne voimassa olevien standardien mukaisesti. Robottien ja laserhitsauksen osalta keskeisiä standardeja ovat esimerkiksi:
- SFS-EN ISO 12100 – Koneturvallisuus. Yleiset suunnitteluperiaatteet, riskin arviointi ja riskin pienentäminen (SFS, 2010),
- SFS-EN 10218-2 – Robots and robotic devices. Safety requirements for industrial robots. Part 2: Robot systems and integration,
- SFS-EN ISO 13849-1:2023 Koneturvallisuus. Turvallisuuteen liittyvät ohjausjärjestelmien osat. Osa 1: Yleiset suunnitteluperiaatteet,
- SFS-EN 60825-1:2014 – Safety of laser products – Part 1: Equipment classification and requirements
- SFS-EN 60825-4 – Safety of laser products – Part 4: Laser guards.
Standardien soveltamisessa on huomioitava, että harmonisoidut standardit mahdollistavat suoran riskienarvioinnin hyödyn. Jos käytetään harmonisoimattomia standardeja, vaarojen tunnistaminen voi edellyttää lisätestejä, jotka saattavat olla kalliita.
Suojaseinillä ja suuntauksella turvallisuutta soluun
Turvallisuuden kannalta on tärkeää, että vaarallisesti suuntautuva lasersäde pysyy solun seinämien sisällä. Suojaseinät jaetaan passiivisiin ja aktiivisiin:
- Passiiviset suojaseinät: Rakenneyksiköitä, joiden materiaalin on kestettävä laservaloa ja estettävä säteen läpipääsy. Standardin SFS-EN 60825 mukaan passiivisen seinän tulee kestää laservaloa 30 000 sekuntia normaalitilanteessa. Häiriötilanteissa säteen ei tule polttaa seinää läpi 100 sekunnin aikana (Suomen Standardoimisliitto, 2007).
- Aktiiviset suojaseinät: Varustettu tunnistimilla, jotka havaitsevat lasersäteen seinämällä. Ne kytkevät turvapiirin kautta laserlähteen pois päältä, mikäli lasersäde kohtaa seinän. Näin estetään säteen leviäminen ympäristöön (Eurometalli, 2022).
Robotisoiduissa sovelluksissa on lisäksi mahdollista hyödyntää robottiohjainten liikerajoitustoimintoja, joiden avulla voidaan estää lasersäteen kääntymisestä tai ohjelmointivirheistä johtuvat vaaratilanteet. Ennakoimalla työkaluradan ja validoimalla robotin nivelkulmat simulaatioissa vähennetään turvallisuuteen vaikuttavien virheiden todennäköisyyttä.
Juho Pirttilahti
asiantuntija, TKI
SeAMK
Kirjoittaja toimii TKI-asiantuntijana Seinäjoen ammattikorkeakoulussa ja projektipäällikkönä ROHITVA- Robottihitsauksen tekniikat valmistavan teollisuuden pk-yrityksissä -hankkeessa. Osaksi hanketta kuuluu selvitys automatisoidun laserhitsaussolun investoimiseen.
ROHITVA-hanke on Euroopan unionin osarahoittama. Hankkeesta on lisää tietoa SeAMKin projektit sivuilla: https://projektit.seamk.fi/alykkaat-teknologiat/rohitva/
Lähteet
Eurometalli. (2022). Aktiiviset lasersuojatekstiilit avaavat uusia ja joustavia sovelluksia laserteknologian käyttöön. Saatavissa: https://eurometalli.com/aktiiviset-lasersuojatekstiilit-avaavat-uusia-ja-joustavia-sovelluksia-laserteknologian-kayttoon/ [Viitattu 19.12.2024].
METSTA. (i.a.) Riskinarviointityökalu. Saatavissa: https://metsta.fi/koneturvallisuuden-standardit-metsta/riskinarviointityokalu/ [Viitattu 19.12.2024]
Rantanen, J. (i.a.). Laserhitsauksen mahdollisuudet ja huomioon otettavat asiat. LUT-yliopisto. Viitattu 5.12.2024 osoitteesta https://www.lut.fi/sites/default/files/media/documents/Laserhitsauksen%20mahdollisuudet%20ja%20huomioon%20otettavat%20asiat.pdf
Silmäasema. (i.a.). Silmävammat. Viitattu 5.12.2024 osoitteesta https://www.silmaasema.fi/artikkeli/silmavammat.html
Suomen Standardisoimisliitto (SFS). (2007). Safety of laser products – Part 4: Laser guards (SFS-EN 60825-4:2007). Helsinki: Suomen Standardisoimisliitto.
Tammela, T. (2024). Ohutlevyjen manuaalisen laserhitsauksen turvallisuus. Vaasan ammattikorkeakoulu. Viitattu 5.12.2024 osoitteesta https://www.theseus.fi/handle/10024/819344